高速極性反転型電源SURPASSシリーズ

概要
電流反転法による高速反転電源「サーパス」の応用技術
電解脱脂、電解研磨、酸電解法には、高速極性反転(PR)電源 SURPASSシリーズ
用途
めっき用前処理(脱脂及び活性化)、電解研磨用、酸電解法(アルミ上への直接めっき)
電解脱脂および活性化の方法
電解脱脂および活性化の処理は、電解液中で金属素材を陰極また陽極として電解する。処理される金属が陽極であれば、その素材表面から酸素ガスが発生し、陰極であれば、その素材表面から水素ガスが発生します。
このような酸化還元の化学的作用および発生するガスの攪拌作用による物理的効果によって、短時間に高度な洗浄面を得るための方法です。
SURPASS電解脱脂の特長
PR電解法は電解洗浄の中でも比較的効果が大きいですが、この電流反転時の酸化還元作用の効果に着目し、従来のPRが秒単位で電流を反転していたのに対して、1秒間に数十回の電流反転を繰り返し、しかも陽極電解と陰極電解の比率(Duty比率)を任意に変化させることによって、最大の脱脂及び活性効果をあげることができます。
- 有機溶剤を使わず脱脂洗浄が可能
- 前処理行程の自動ライン化が可能
- 不良率の低減による品質の向上
- 活性化の促進
- 密着不良の防止
- 水素脆化率の低下
サーパス電解活性化による難脱脂試料の脱脂
各種の難脱脂試料を水酸化ナトリウム5g/l、炭酸ナトリウム30g/l、りん酸ミナトリウム20g/l、界面活性剤1g/lを含む脱脂浴で50℃、13.3Hz、陰極ベースのDuty 90%、10A/dm2の条件の電流反転電解および360Hz脈流直流電解で脱脂した効果を下記に示します。浸積脱脂を前行程として行ったものは、電解脱脂と同一浴で90℃、15分の条件です。プレス油、大豆油などの付着油の汚れと比較して、加工・研磨などで油脂質が焼き付き、固着、埋め込まれている試料は非常に脱脂が困難ですが、このような汚れでも電流反転電解によれば、効率よく短時間に除去できます。直流電解の脱脂効果として、WCRに対して最低10%、最高30%向上し、平均では21%の向上となります。
| 素材 | 油種 | 浸積脱脂 のみ |
浸積脱脂なし | 浸積脱脂あり | ||
|---|---|---|---|---|---|---|
| RC | DC | RC | DC | |||
| SPCC | プレス油* | 99 | ー | ー | ー | 99.5 |
| 大豆油焼付け (130℃、4時間) |
84 | 91 | 90 | ー | ー | |
| B-SPCC | 重質防錆膜 | 50 | 90 | 77 | 95 | 76 |
| SPCC | 油性研磨材 (Al2O3) |
45 | 67 | 61 | 74 | 60 |
| 油性研磨材 (Fl2O3) |
45 | 67 | 55 | 72 | 55 | |
| 油性研磨材 (Cr2O3) |
50 | 64 | 57 | 73 | 62 | |
| A1(1080) | 油性研磨材 (Fe2O3)** |
61 | ー | ー | 94 | 73 |
* 付着油型資料
** Duty 76%、浸積脱脂50℃
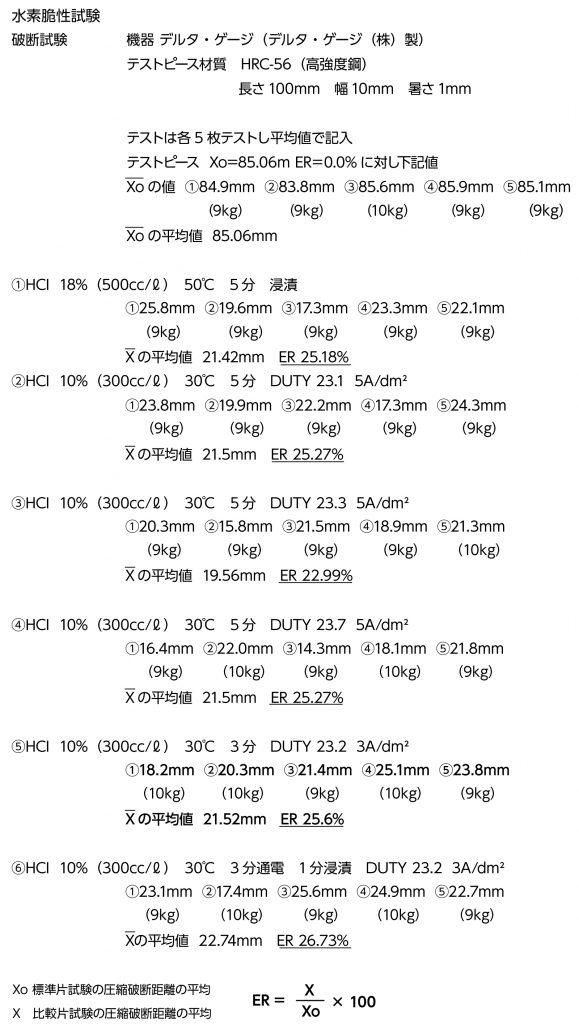
スケール除去および溶接部の焼付油の除去と水素脆性の問題
- 用途:ボルト・ナット他
- 材質:鉄材
処理方法:バレル法
| 脱脂 | → 水洗 → | サーパス電解 | → 水洗 → | アルカリ陽極電解 | → 水洗 → |
|---|---|---|---|---|---|
| アルカリ陽極電解 | 塩酸陰極ベース Duty比 23:3 電解時間5~10分 |
(修正電解) |
処理方法:静止法
| 脱脂 | → 水洗 → | サーパス電解 | → 水洗 → | アルカリ陽極電解 | → 水洗 → |
|---|---|---|---|---|---|
| アルカリ陽極電解 | 塩酸陰極ベース Duty比 23:3 電解時間5~10分 |
(修正電解) |
サーパス電解による酸電解を錆および酸化スケールの除去に使用する場合、予備の洗浄や酸浸積を省略して、めっき行程の自動ラインに組み入れることが可能になります。また、電解液は酸浸積と比較した場合、酸濃度は遙かに低濃度で、短時間で処理することができ、しかも液温度も低温度(常温)で効果をあげることができます。当社実験室においての水素脆性試験のデータを記載いたします。
仕様
| 交流入力 | 3相200V、50/60Hz(切替) |
|---|---|
| 制御方式 | サイリスタ制御 |
| 整流回路 | 6相 半波 |
| 自動回路 | 定電圧・定電流、ソフトスタート付 |
| 調整範囲 | 10%~100% |
| 操作方式 | 遠隔操作(コントロール線 10m付) |
| Duty 比率 | スイッチの切替えで任意に選択(P,N:1~99) |
| 計器 | アナログ計 |
| 出力容量 | 最大500kWまで製作いたします |